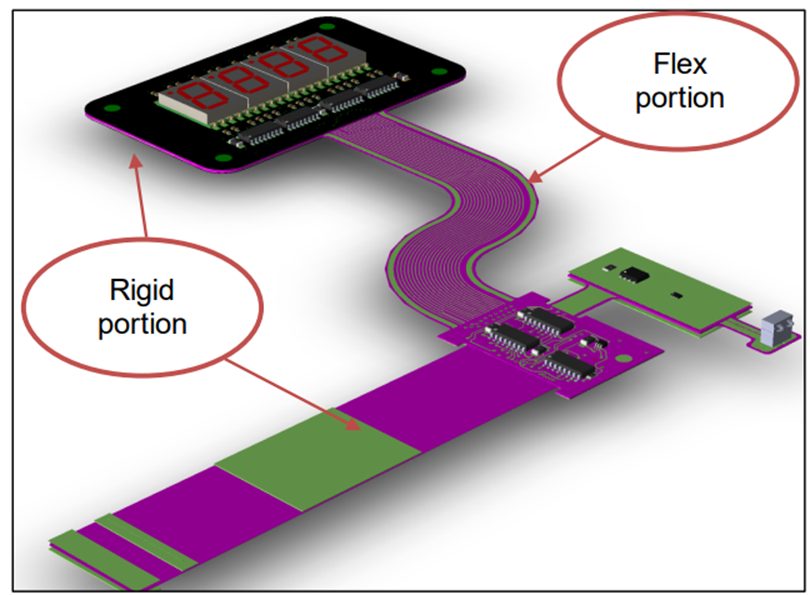
Rigid-Flex devre kartları, hem rijitlik hem de esneklik sunan yenilikçi devre kartı tasarımlarıdır. Bu makale, okuyucuların bu esnek devre kartlarının nasıl üretileceğini anlamalarına yardımcı olmak için Rigid-Flex devre kartlarının üretim aşamalarını ve temel noktalarını tanıtacaktır.
Rigid-Flex devre kartlarının üretimi çeşitli aşamalar ve özel üretim teknikleri içerir. Rigid-Flex devre kartlarının üretiminin ilk adımı tasarım ve planlamadır. Bu, devre kartındaki rijit ve esnek alanların konumlarının belirlenmesi, yol ve konektörlerin konumlandırılması, sinyal ve güç katmanlarının planlanması vb. işlemleri içerir. Altium Designer veya Cadence Allegro gibi profesyonel devre tasarım yazılımları, devre tasarımı gereksinimlerine ve özelliklerine uygunluğun sağlanması ve tasarımın yapılması için kullanılır.
Bir sonraki adım, altlık malzemesinin seçimidir. Sert-esnek levhaların birleşimi, esnek bir levha (FCCL) ve sert bir levhanın (FR4) yapıştırıcı kullanılarak birbirine yapıştırılmasıyla elde edilir.

1. Esnek levha bölümü iki bölümden oluşur: esnek levha alt tabakası ve kapak filmi. Esnek levha alt tabakası da kendi içinde iki türe ayrılabilir: yapıştırıcı bazlı ve yapıştırıcısız. Yapıştırıcı bazlı alt tabaka, yapıştırıcı, bakır folyo ve PI (poliimid) içerir. Düşük güvenilirlik ve eğilme özelliklerine sahiptir. Yapıştırıcı bazlı olmayan alt tabaka, PI (poliimid) ve bakır folyodan oluşur. İyi güvenilirlik ve eğilme özelliklerine sahiptir. Kapak filmi, PI ve bağlayıcı maddelerden oluşur. Bağlayıcı maddeler arasında akrilik yapıştırıcı ve epoksi reçine yapıştırıcı bulunur. 2. Yapıştırıcı Bölümü: Yapıştırıcı bölümü, akışkan olmayan yarı kürlenmiş levhalardan (No Flow PP, kısaca NF) ve saf yapıştırıcıdan (akrilik yapıştırıcı) oluşur. NF: Epoksi reçine, cam elyaf ve dolgu maddelerinden oluşan NF, minimum yapıştırıcı taşmasına sahiptir ve ürünleri seçici olarak yapıştırmak için kullanılır. Saf yapıştırıcı: Genellikle "akrilik yapıştırıcı" veya bilimsel olarak "akrilik asit" olarak bilinir. İyi bir esnekliğe sahiptir ancak nispeten büyük bir termal genleşme katsayısına sahiptir, öncelikle çok katmanlı esnek levhaların lamine edilmesinde kullanılır. 3. Sert levha bölümü için yaygın olarak kullanılan malzemeler arasında FR4, KB ve Shengyi bulunur.

Malzemeleri seçtikten sonra, sert-esnek devre kartlarının üretim aşamasına geçiyoruz. İlk adım, devre kartının sert bir kısmını oluşturmaktır. Bu, standart PCB üretiminde olduğu gibi delik delme, delik içi kaplama, bakır kaplama, aşındırma ve lehim maskesi uygulaması gibi işlemleri içerir. Tasarım gereksinimlerine göre, sert bir devre kartı üzerinde delme işlemleri gerçekleştirilir. Bu delikler, bileşenlerin montajı, ara bağlantıların kurulması ve elektrik yollarının oluşturulması için kullanılır. Delme işlemi, bir matkap veya lazer delme makinesi kullanılarak yapılabilir. Delme işleminden sonra, deliklerin iç duvarlarına delik içi elektrokaplama yoluyla ince bir bakır tabakası kaplanır. Bu, deliklerin iç duvarlarının gelecekteki elektrik bağlantıları için iletken olmasını sağlamak amacıyla yapılır. Sert devre kartının tüm yüzeyine iletken bir tabaka oluşturmak için bir bakır tabakası kaplanır. Bu bakır tabakası, çeşitli bileşenleri ve ara bağlantı yollarını birbirine bağlayarak devrenin temelini oluşturur. Aşındırma işlemiyle, bakır tabakasıyla kaplı devre dışı kısımlar çıkarılır ve yalnızca devre için gerekli teller ve izler bırakılır. Bu, devre desenini oluşturur. Aşındırma işleminden sonra, istenmeyen lehim bağlantılarını önlemek için bakır katmanın üzerine koruyucu bir tabaka olarak bir lehim maskesi uygulanır. Yukarıdaki adımlar tamamlandıktan sonra, devrenin rijit kısmının üretimi esasen tamamlanmış olur. Ardından, seçilen esnek malzeme, esnek alt tabakayı hazırlamak için bir ayırma filmi veya alt tabaka üzerine lamine edilir. PCB üretimi gibi, bakır katman uygulaması ve desenleme işlemlerini içeren bir teknik kullanılır. Rijit ve esnek katmanlar hassas bir şekilde hizalanır ve birbirine bağlanır. Bu adım, katmanlar arasında güçlü bir bağ oluşturmak için yapıştırıcı, ısı ve basınç kullanımını gerektirebilir. Rijit ve esnek katmanlar arasında elektrik bağlantıları oluşturmak için geçiş yolları oluşturun. Bu, tasarım gereksinimlerine bağlı olarak lazer delme veya mikro geçişlerin mekanik olarak delinmesi gibi işlemlerle gerçekleştirilebilir. Bileşenleri, standart yüzey montaj teknolojisi (SMT) veya delikli teknoloji kullanarak kartın rijit kısmına yerleştirin. Bileşenleri bükme alanına yakın yerleştirirken, bükülmeye dayanıklı olduklarından emin olmak için özel dikkat gösterilmelidir. Bileşenler takıldıktan sonra, kartın esnek kısmı istenen şekle göre bükülebilir ve şekillendirilebilir. Bu, genellikle istenilen bükülme noktalarını oluşturmak için kontrollü basınç ve ısı uygulayan özel ekipman kullanılarak gerçekleştirilir.

Son olarak, sert-esnek levhaların işlevselliğini ve güvenilirliğini sağlamak için kapsamlı test ve incelemeler yapılır. Bu testler arasında termal gerilim testi, termal şok testi, nem ve yalıtım direnci testi, gerilim dayanıklılığı testi, soyulma mukavemeti testi, çekme testi ve eğilme testi yer alır.Isıl Gerilim Testi Test Amacı: Fırınlama ve yüksek sıcaklık şokundan sonra bitmiş esnek sert levhanın bağlanma kalitesi ve kaplama bütünlüğü üzerindeki ısıl gerilimin etkisini değerlendirmek. Test Ekipmanı: Fırın, lehim kabı Test Yöntemi: Müşteri spesifikasyonlarına göre esnek sert levhayı fırına yerleştirin. Özel bir talimat yoksa, IPC standartlarını izleyin ve en az 2 saat boyunca 120°C'de pişirin. Test levhasını fırından çıkarmak için maşa kullanın ve oda sıcaklığına soğuması için bir rafa yerleştirin. Test levhasının her iki tarafına Akı uygulayın, maşayla sıkıştırın ve lehim kabının yüzeyindeki erimiş lehime daldırarak ısıl gerilim testine tabi tutun. Isıl gerilim sıcaklığı 10+1/-0 saniye boyunca 288±5°C'de tutulmalı ve bu test 3 kez tekrarlanmalıdır (veya müşteri tarafından belirtildiği şekilde). Kabul Kriterleri: IPC-TM-650268'e göre delaminasyon veya kabarcıklanmanın varlığına izin verilmez. Sıcak ve Soğuk Şok Testi Test Amacı: Yüksek ve düşük sıcaklıktaki döngüsel şoklar altında sert-esnek levhaların kaplamasının ve malzeme yapısının kalitesini değerlendirmek. Test Aletleri: A) Termal Şok Odası B) Mikro ohmmetre C) Metalografik Mikroskop Test Yöntemi: Test panosunda test edilecek iletken devreleri belirleyin ve bir mikro ohmmetre kullanarak dirençlerini ölçün. Test panosunu termal şok odasına yerleştirin ve müşteri gereksinimlerine veya IPC standartlarına göre, -55°C ile 125°C arasındaki bir sıcaklık aralığında, 100 döngü ile 15 dakika boyunca belirtilen koşullara tabi tutun. Testten sonra, levhanın oda sıcaklığına dönmesini bekleyin ve bir mikro ohmmetre kullanarak iletkenlik direncini ölçün. Kabul Kriterleri: IPC-TM-6502672'ye göre, testten sonra test edilen levhanın direncindeki yüzdelik artış %10'u ((test sonrası - test öncesi) / test öncesi * 100) geçmemelidir; kesit analizinde delaminasyon veya çatlama gözlenmemelidir. Nem ve Yalıtım Direnci Testi Test Amacı: Bitmiş sert-esnek levhanın yalıtım direnci üzerinde yüksek sıcaklık ve nemin etkisini değerlendirmek. Test Ekipmanı: A) Sabit sıcaklık fırını B) Megohmmetre Test Yöntemi: Test numune levhasını fırına yerleştirin ve (50±5°C, 3 saat) sıcaklıkta pişirin, ardından çıkarın ve oda sıcaklığına soğumaya bırakın. Test sert-esnek levhasını sabit sıcaklık ve nem odasına yerleştirin ve 100±10VDC voltaj uygulayın. Bir megohmmetre kullanarak test levhasının yalıtım direncini ölçün (ölçüm voltajı: 500VDC). Sıcaklık ve nem değerlerini ayarlayın ve sabit sıcaklık ve nem makinesini çalıştırın (koşullar müşteri veya IPC özelliklerine göre belirlenir: sıcaklık: 50±5°C, nem: %85~93RH, süre: 7 gün). Test tamamlandıktan sonra, test sert-esnek levhasını oda sıcaklığına yerleştirin ve 1-2 saat içinde yalıtım direncini ölçün, ölçülen değeri kaydedin.Kabul Kriterleri: IPC-TM-650263IPC-6012-294&2.10.1'e göre, yalıtım direnci testten önce ≥500MΩ ve testten sonra ≥100MΩ olmalıdır. Gerilim Dayanım Testi Test Amacı: Sert-esnek levha izleri arasındaki yalıtımın delindiği minimum gerilimi belirlemek. Test Ekipmanı: Yüksek gerilim test makinesi Test Yöntemi: Sert-esnek levhayı bir fırına yerleştirin ve en az 3 saat boyunca 49-60 ° C'lik bir sıcaklıkta pişirin. Levhayı çıkarın ve oda sıcaklığına soğumasını bekleyin. Gerilim dayanım test cihazını açın ve müşteri gereksinimlerini veya IPC test koşullarını izleyin (test voltajı: 500+15/-0VDC, test süresi: 30+3/-0 saniye, kaçak akım: 0,5mA). Karar Kriterleri: IPC-TM-650257'ye göre, 30 saniyelik bir testten sonra, yeşil ışık bir geçişi (TAMAM) gösterirken, kırmızı ışık bir başarısızlığı (NG) gösterir. Soyulma Testi Test Amacı: Niteliklendirme için bakır yüzeydeki S/M, mürekkep ve kaplama yapışma gücünü test etmek. Test Ekipmanı: 3M Bant (Model 600, genişlik 0,5 inç) Test Yöntemi: Yaklaşık 2 inç 3M bant kesin ve tahtaya yapıştırın. Ardından, hava kabarcıklarını gidererek bandı sıkıca bastırmak için eldiven kullanın. Bandı test sert-esnek tahtasına paralel yönde hızlıca yatay olarak çekin (bant 1 dakika içinde bastırılmalı ve çekilmelidir). Kabul Kriterleri: IPC-TM-65024.281&241'e göre, soyulan bandı görsel olarak inceleyin. Bant üzerinde S/M, mürekkep veya kaplama kalıntısı kalmamalıdır. Çekme Testi Test Amacı: PP ve bakır folyo arasındaki yapışmayı test etmek. Test Ekipmanı: Çekme test makinesi. Test Yöntemi: Çekilecek hattın genişliğini ölçün ve tahta kenarından en az 2,5 cm uzakta ve en az 0,125 cm genişliğinde bir hat seçin. Test edilecek hattın ön ucunu bir ısı tabancasıyla üfleyin ve yaklaşık 0,5 inç uzunluğunda bir kazıyıcıyla kazıyın. Hattın kazınmış ucunu sabitleyin ve en az 2 inç uzunluğa ulaşana kadar dakikada en az 5 cm hızla (90 ± 5 derecelik bir açıyla) bir çekme testi gerçekleştirin. Karar Kriterleri: IPC-TM-650248&24.81'e göre, bitmiş tahta özellikleri 6 lb/inç (1 lb = 0,454 kg) veya daha büyük olmalıdır. Alt tabaka: A) 1/3 oz > 5 lb/inç, B) 0,5 oz > 6 lb/inç, C) 1 oz > 8 lb/inç, D) 2 oz > 10 lb/inç. Bükme Testi Test Amacı: FPC'nin (Esnek Baskılı Devre) dinamik bükme performansını test etmek ve dinamik kullanım sırasında elektrik ve sinyal iletiminin kararlılığını sağlamak. Test Cihazı: Bükme test makinesi Test Yöntemi: Test örneği devresinin her iki ucuna telleri kaynaklayın ve bükme test makinesine sabitleyin. Bükme testi parametrelerini müşteri özelliklerine veya IPC standartlarına göre ayarlayın: ileri geri bükmenin iç çapı 2,0±0,2 mm, ileri geri hareket stroku 120+5 mm ve test hızı 100 RPM'dir.Bükülme sayısı, akım kesintisi gerçekleşene kadar sayılır (test sırasında empedans değişim oranının ölçülmesi gerekir). Test Standardı: IPC-TM-65024.3'e dayanmaktadır. Son olarak, sert esnek kart üzerinde lehim maskesi, yüzey işleme ve sızdırmazlık gibi son yüzey işlemlerini ve koruyucu kaplamayı içeren son finisajı gerçekleştiririz. Sert esnek kartların üretiminin son finisaj aşamasında, koruma sağlamak ve lehimlenebilirliği artırmak için yüzey işlemi ve koruyucu kaplamaların uygulanması gerekir. Lehim Maskesi: Lehim maskesi, devre izleri ve metal pedler gibi lehimleme gerektirmeyen alanları kapatmak ve korumak için devre kartına uygulanan koruyucu bir kaplamadır. Genellikle yeşil bir kaplama katmanıdır, ancak kırmızı, mavi veya beyaz gibi diğer renklerde de olabilir. Lehim maskesi, ek bir koruma katmanı sağlarken kısa devreleri ve elektriksel parazitleri önlemeye yardımcı olur. Yüzey İşlemi: Yüzey işlemi, bir devre kartının korozyon direncini, lehimlenebilirliğini ve elektriksel özelliklerini artırmak için metal yüzeyine uygulanan bir kaplama veya kaplamayı ifade eder. Yaygın yüzey işleme yöntemleri şunlardır: Sıcak Hava Lehim Düzeltme (HASL): Bu, metal yüzeyine erimiş lehim tabakası kaplanmasını ve ardından fazla lehimin bir hava bıçağı kullanılarak çıkarılmasını içeren yaygın bir yüzey işleme yöntemidir. Akımsız Nikel Daldırma Altın (ENIG): Bu yüzey işleme yöntemi, metal bir yüzeye sırayla bir nikel tabakası ve bir altın tabakası biriktirmeyi içerir. İyi düzlük, lehimlenebilirlik ve korozyon direnci sağlayarak yüksek hassasiyetli devreler için uygundur. Organik Lehimlenebilirlik Koruyucu (OSP): Bu yüzey işleme yöntemi, metal yüzeyde koruma ve korozyon direnci sağlayan organik bir koruyucu tabaka oluşturur. OSP tabakası, diğer yüzey işleme yöntemleri gibi uzun vadeli bir stabiliteye sahip olmadığından lehimlemeden hemen önce uygulanmalıdır. Konformal Kaplama: Esnek parçaların ve devre kartlarının kritik bölgelerine, ek koruma sağlamak için bir konformal kaplama tabakası uygulanabilir. Konformal kaplama, genellikle elektronik bileşenleri, lehim bağlantılarını ve iz hatlarını örtmek ve korumak için devre kartına uygulanan şeffaf bir kaplamadır. Bu kaplama, devre kartının nem, toz, kimyasallar ve diğer çevresel faktörlerden zarar görmesini önlemeye yardımcı olurken, aynı zamanda yalıtım ve korozyon direnci de sağlar. Bu son montaj adımları, sert-esnek devre kartlarının dayanıklılığına, güvenilirliğine ve stabilitesine katkıda bulunur. Lehim maskesi, yüzey işleme ve sızdırmazlık kaplamaları uygulanarak devre kartlarının ömrü uzatılabilir ve çeşitli çevre koşullarına uyum sağlayan ek koruma katmanları sağlanabilir. Bu, devre kartlarının neme, korozyona, kısa devrelere ve diğer dış etkenlere karşı korunmasına yardımcı olur.Montaj sürecinde güvenli bağlantılar için güvenilir lehimleme yüzeyleri sağlarken diğer olumsuz etkileri de azaltır. Sert-esnek devre kartlarının üretimi özel bilgi ve teknikler gerektirir, ancak doğru adımlar ve yönergeler izlenerek yüksek kaliteli sert-esnek devre kartları başarıyla üretilebilir. Tasarım, malzeme seçimi, laminasyon işlemi, montaj lehimleme ve test doğrulama aşamalarında detaylara dikkat edilmeli ve kalite kontrolü sağlanmalıdır. Teknolojinin sürekli gelişmesiyle birlikte, sert-esnek devre kartları daha geniş bir elektronik cihaz yelpazesinde önemli bir rol oynayacak ve yenilikçi elektronik ürünler için esnek ve güvenilir çözümler sunacaktır.

Müşteri desteği